-
1 процесс без разрушения
Русско-английский военно-политический словарь > процесс без разрушения
-
2 процесс без разрушения
-
3 считывание без разрушения
1. non-destructive readout2. nondestructive readРусско-английский большой базовый словарь > считывание без разрушения
-
4 зарядное устройство (в электротехнике)
устройство зарядное (в электротехнике)
Устройство для зарядки электрических аккумуляторов и батарей конденсаторов.
[РД 01.120.00-КТН-228-06]
Зарядные устройства аккумуляторовЕмкость и время работы аккумуляторных батарей очень сильно зависят от типа и качества зарядных устройств, применяемых для их заряда, которые обеспечивают определенный метод заряда и выбор режима разряда. Выбор хорошего зарядного устройства для пользователя аккумуляторов часто является вопросом второстепенной важности, особенно при использовании аккумуляторов в бытовой электронной технике. Однако это очень существенный вопрос, и решать его нужно сразу, чтобы впоследствии не удивляться, почему так быстро приходится менять аккумуляторы или почему они не держат заряд. В большинстве случаев деньги, вложенные в покупку хорошего зарядного устройства, оправдывают себя в результате эффективной работы и длительного срока службы аккумуляторов.
Построение схемы простейшего зарядного устройства зависит от принципов заряда, которых, в общем, два: ограничение тока заряда и ограничение напряжения заряда. Принцип заряда с ограничением тока заряда используется при заряде никель-кадмиевых и никель-металлгидридных аккумуляторов, а принцип с ограничением напряжения заряда - при заряде свинцово-кислотных, литий-ионных и литий-полимерных аккумуляторов.
Весьма быстрое развитие электроники, совершенствование её элементной базы привели к созданию специализированных микросхем зарядных устройств, способные автоматически обеспечить заряд аккумулятора по заданному алгоритму и предназначенные для заряда аккумуляторов любого типа. Кроме того, отдельные типы микросхем помимо заряда обеспечивают измерение емкости аккумулятора или аккумуляторной батареи и степени разряда.
Современные микросхемы зарядных устройств способны очень четкое прекращать процесса заряда практически по всем возможным характеристикам заряда: по скорости повышения температуры ΔТ/Δt, по пиковому напряжению на аккумуляторной батарее, по кратковременному понижению напряжения ΔU/Δt, по максимальной температуре, по сигналу таймера. Отдельные микросхемы обеспечивают контроль температуры окружающей среды и в зависимости от этого корректируют режим заряда и разряда. Например, такая коррекция происходит пошагово при изменении температуры на каждые 10 °С в пределах от -35 до +85 °С. На практике любая из этих схем, взятая за основу, обрастает дополнительными элементами, добавляющими зарядному устройству новые возможности, улучшая его характеристики.
Зарядные устройства аккумуляторов, обеспечивающие постоянный ток ( гальваностатический режим заряда)
Большая часть зарядных устройств обеспечивает заряд только постоянным током и потому пригодны лишь для заряда щелочных герметичных аккумуляторов (никель-металлгидридных и никель-кадмиевых). Простейшие бытовые зарядные устройства, осуществляющие заряд постоянным током, применяются для заряда от 1 до 4 аккумуляторов. Они различаются в основном конструкцией, а не принципиальной электрической схемой. Чаще всего такие зарядные устройства питаются через трансформатор от сети 220В и обеспечивают выпрямленный ток с невысоким уровнем его стабилизации. Ток практически всегда не регулируется, а время заряда определяется самим пользователем.
Универсальность бытовых зарядных устройств, как правило, означает возможность установки в них аккумуляторов разных габаритов и обеспечение постоянного тока порядка 0,1С, по отношению к емкости, которую производитель зарядного устройства считает типичной для аккумуляторов такого типоразмера. Поэтому следует быть внимательным при установке в них аккумуляторов и правильно определять время заряда. За последние 5-7 лет быстрый прогресс промышленности привел к выпуску щелочных аккумуляторов одинаковых габаритов, но отличающихся по емкости в 3 раза. Стремление использовать простые универсальные зарядные устройства для заряда аккумуляторов все большей емкости может привести к очень продолжительному и, главное, малоэффективному заряду токами существенно меньше стандартного значения. Главным достоинством таких зарядных устройств является их низкая цена.
Более дорогие зарядные устройства обеспечивают несколько режимов: доразряд (если он необходим), заряд и режим подзаряда. Доразряд щелочных аккумуляторов (до 1 В/ак) производится с целью снятия остаточной емкости. Однако следует учитывать, что в таких зарядных устройствах аккумуляторы, устанавливаемые в пружинные контакты, могут быть соединены последовательно, а контроль разряда выполняется по предельному разрядному напряжению U=(n х 1,0)В, где n - количество аккумуляторов в цепочке. Но после длительной эксплуатации аккумуляторы могут очень сильно различаться по емкости, и контроль по среднему напряжению для всей цепочки может привести к переразряду или переполюсованию наиболее слабых и их порче.
Прекращение заряда или переключение в режим подзаряда (малым током для компенсации саморазряда) производится в таких зарядных устройствах автоматически в соответствии с некоторыми из тех параметров контроля, которые описаны в другой статье. При использовании таких зарядных устройств следует помнить, что не рекомендуется часто и надолго оставлять аккумуляторы в режиме компенсационного подзаряда, так как это укорачивает срок их службы.
Некоторые зарядные устройства конструктивно оформлены так, что обеспечивают заряд как 1-4 отдельных аккумуляторов, так и 9 В батареи типоразмера 6E22 (E-BLOCK). Некоторые зарядные устройства имеют индивидуальный контроль процесса заряда (детекция -ΔU) в каждом канале, что дает возможность заряжать одновременно аккумуляторы разных типоразмеров.
Следует заметить, что в том случае, когда пользователь может позволить себе длительный заряд никель-кадмиевых или никель-металлгидридных аккумуляторов стандартным током 0,1 С в течение 16 ч, можно использовать простейшие зарядные устройства с контролем процесса по времени. При этом, если нет уверенности в полном исчерпании емкости, следует очередной заряд сократить по времени: лучше некоторый недозаряд аккумуляторов, чем значительный перезаряд, который может привести к их деградации и преждевременном выходе из строя. Но вообще большая часть современных цилиндрических аккумуляторов может перенести случайный довольно значительный перезаряд без повреждения и последствий, хотя емкость их при последующем разряде и не повысится.
Если же нужно максимально сократить время переподготовки аккумуляторов после исчерпания емкости, следует использовать зарядные устройства для быстрого заряда, но с высоким уровнем контроля процесса. При выборе зарядного устройства с разными параметрами контроля процесса следует учитывать, что контроль его по абсолютной величине конечного напряжения ненадежен, а из двух наиболее часто рекомендуемых производителями аккумуляторов параметров (-ΔU и ΔT/Δt) первый реализован уже во многих современных зарядных устройствах, второй - для обычных зарядных устройств редок, прежде всего из-за того, что требует наличия термодатчика, а его устанавливают только в батареях, но возможна установка термодатчика в место контакта аккумулятора с зарядным устройством. Не следует увлекаться и чересчур быстрым зарядом аккумуляторов (некоторые компании предлагают заряд за 15-30 мин). При плохом аппаратурном обеспечении даже надежного способа контроля заряда, столь быстрый заряд значительно сократит срок службы аккумулятора.
Зарядные устройства аккумуляторов, обеспечивающие режим постоянного напряжения ( потенциостатический режим заряда) и комбинированный заряд
Зарядные устройства для свинцово-кислотных, литий-ионных и литий-полимерных аккумуляторных батарей должны осуществлять стабилизацию тока на первой стадии заряда и стабилизацию напряжения питания на второй. Кроме того, должен быть обеспечен контроль конца заряда, который в общем случае может выполняться либо по времени, либо по снижению тока до заданной минимальной величины.
Зарядных устройств с такой стратегией заряда на рынке много меньше, чем зарядных устройств, реализующих режим постоянного тока (имеются ввиду зарядные устройства для непосредственного заряда аккумуляторов и батарей, а не блоки питания для сотовых телефонов, ноутбуков и т.п.).
О зарядных устройствах никель-кадмиевых и никель-металлгидридных аккумуляторах
Для никель-кадмиевых и никель-металлгидридных аккумуляторных батарей существует три типа зарядных устройств. К ним относятся:
1. Зарядные устройства нормального (медленного) заряда
2. Зарядные устройства быстрого заряда
3. Зарядные устройства скоростного заряда
1. Зарядные устройства нормального (медленного) заряда.
Зарядные устройства этого типа, иногда называют ночными. Ток нормального заряда составляет 0,1С. Время заряда - 14...16 ч. При таком малом токе заряда трудно определить время окончания заряда. Поэтому обычно индикатор готовности батареи в зарядных устройствах для нормального заряда отсутствует. Они самые дешевые и предназначены только для зарядки никель-кадмиевых аккумуляторов. Для зарядки как никель-кадмиевых так и никель-металлгидридных аккумуляторов используются другие, более совершенные зарядные устройства. Если зарядный ток установлен правильно, полностью заряженная батарея становится чуть теплой на ощупь. В таком случае нет надобности немедленно отключать ее от зарядного устройства. В нем она может оставаться более чем на один день. Но все же ее отсоединение сразу после окончания заряда - лучший вариант. При применении таких зарядных устройствах проблемы возникают, если они используются для зарядки батарей малой емкости, в то время как рассчитаны для работы с более мощными батареями. В таком случае аккумуляторная батарея станет нагреваться уже по достижении 70% своей емкости. Поскольку возможность понизить ток заряда или прекратить его процесс вообще отсутствует, то во второй половине цикла заряда начнется процесс теплового разрушения аккумуляторов. Единственно возможный способ сохранить аккумуляторы, это отключить их, как только они станут горячими. В случае, если для зарядки мощной аккумуляторной батареи используется недостаточно мощное зарядное устройство, батарея в процессе заряда будет оставаться холодной и никогда не будет заряжена до конца. Тогда она потеряет часть своей емкости.
2. Зарядные устройства быстрого заряда.
Они позиционируются как зарядные устройства среднего класса как по скорости заряда, так и по цене. Заряд аккумуляторов в них происходит в течение 3...6 часов током около 0,ЗС. В качестве необходимого элемента эти зарядные устройства имеют схему контроля достижения аккумуляторами определенного напряжения в конце заряда и их отключения в этот момент. Такие зарядные устройства обеспечивают лучшее по сравнению с устройствами медленного заряда обслуживание аккумуляторов. В настоящее время они уступили свое место зарядным устройствам скоростного заряда.
3. Зарядные устройства скоростного заряда.
Такие зарядные устройства имеют несколько преимуществ перед зарядными устройствами других типов. Главное из них - меньшее время заряда. Хотя из-за большей мощности источника напряжения и необходимости использования специальных узлов контроля и управления такие зарядные устройства имеют наиболее высокие цены. Время заряда в зарядных устройствах такого типа зависит от тока заряда, степени разряда аккумуляторов, их емкости и типа. При токе заряда 1С разряженная никель-кадмиевая батарея заряжается в среднем менее чем за один час. Если же аккумуляторная батарея полностью заряжена, некоторые зарядные устройства переходят в режим подзарядки пониженным током заряда и с отключением по сигналу таймера.
Современные устройства скоростного заряда обычно используются для зарядки как никель-кадмиевых, так и никель-металлгидридных аккумуляторных батарей. Поскольку этот процесс происходит при повышенном токе заряда и за ним необходим контроль, крайне важно, чтобы в конкретном зарядном устройстве заряжались только те аккумуляторы, которые рекомендованы для скоростного заряда производителем. Некоторые батареи маркируют электрически на заводах-изготовителях с той целью, чтобы зарядное устройство могло распознать их тип и основные электрические характеристики. После этого зарядное устройство автоматически установит величину тока и задаст алгоритм процесса заряда, соответствующие установленным в него аккумуляторам.
Еще раз подчеркнем, что свинцово-кислотные и литий-ионные аккумуляторные батареи имеют алгоритмы заряда, не совместимые с алгоритмом заряда никель-кадмиевых и никель-металлгидридных аккумуляторов.
[ http://www.powerinfo.ru/charge.php]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > зарядное устройство (в электротехнике)
-
5 эндомитоз
эндомитоз
Удвоение числа хромосом внутри ядерной оболочки (без разрушения ядрышка и без образования веретена деления клетки); при Э. могут быть обнаружены отдельные стадии, по виду похожие на стадии нормального митоза, - эндопрофаза (происходит спирализация хромосом), эндометафаза, эндоанафаза и эндотелофаза; процессы полиплоидизации и политенизации собственно Э. не являются; частным случаем Э. иногда считают эндоредупликацию, а сам процесс Э. - частным случаем интерредупликации, или же эти термины используют как синонимы.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > эндомитоз
-
6 разрушение
разрушение
Кинетический процесс зарождения и (или) развития трещин в результате действия внешних или внутренних напряжений, завершающегося разделением изделия (образца) на части. Разрушение классифицируют по разным признакам на следующие виды: по характеру силового воздействия на статически кратковременное, статически длительное, усталостное и ударное (динамическое); по ориентировке макроскопической поверхности разрушения — на разрушение путем отрыва (поверхность разрушения перпендикулярна направлению наибольших растягивающих напряжений или среза (поверхность разрушения составляет угол около 45°); по величине пластической деформации, предшествующей разрушению — на хрупкое и вязкое; по расположению поверхности разрушения относительно структуры — на транскристаллическое (внутрикристалл.), интеркристаллическое (межкристалл.) и смешанное; по влиянию внешней среды — на водородное, жидкометаллическое, коррозионное и т.п. В механике разрушения различают три способа взаимного смещения поверхностей трещины: I — отрыв; II — поперечный и III — продольный (чистый) сдвиг. Если трещина распространяется так же легко (без заметных следов пластической деформации), как и ее зарождение, то разрушение называют хрупким. Когда распространение трещины значительно более энергоемкий (на несколько порядков), чем ее зарождение, процесс, сопровождаемый значительной пластической деформацией не только вблизи поверхности разрушения, но и в объеме тела, то разрушение вязкое. Энергетические затраты на распространение трещины определяет ее трещиностойкость. Характер разрушения проявляется в структуре поверхности излома, изучаемого фрактографией.
разрушение
Неровная поверхность, возникающая при разрушении фрагмента металла.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
3.3 разрушение (degradation): Изменение одного или нескольких механических свойств материала защитных перчаток вследствие контакта с химическим веществом.
Примечание - Разрушение материала перчаток может сопровождаться отслаиванием, набуханием, разложением, обесцвечиванием, хрупкостью, увеличением жесткости и твердости, изменением размеров, внешнего вида.
Русско-английский словарь нормативно-технической терминологии > разрушение
-
7 очистка сточных вод
очистка сточных вод
Обработка сточных вод с целью разрушения или удаления из них определенных веществ.
[ ГОСТ 17.1.1.01-77]
очистка сточных вод
Совокупность технологических процессов обработки сточных вод с целью разрушения, обезвреживания и снижения концентрации загрязняющих веществ.
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Для сохранения мест забора питьевой воды чистыми необходима качественная очистка сточных вод, потребление которых в России достигает 500 литров в сутки на душу городского населения. В настоящее время разработаны и развиваются современные технологии очистки сточных вод. Наибольший интерес и перспективу имеют естественные и самые дешевые биологические методы очистки, представляющие собой интенсификацию природных процессов разложения органических соединений микроорганизмами в аэробных или анаэробных условиях.
Механическая очистка
Механическую очистку сточных вод применяют преимущественно как предварительную. Механическая очистка обеспечивает удаление взвешенных веществ из бытовых сточных вод на 60-65 %, а из некоторых производственных сточных вод на 90-95 %. Задачи механической очистки заключаются в подготовке воды к физико-химической и биологической очисткам. Механическая очистка сточных вод является в известной степени самым дешевым методом их очистки, а поэтому всегда целесообразна наиболее глубокая очистка сточных вод механическими методами.
В настоящее время к очистке предъявляют большие требования. Это приводит к созданию высокоэффективных методов физико-химической очистки, интенсификации процессов биологической очистки, разработке технологических схем с сочетанием механических, физико-химических и биологических способов очистки и повторным использованием очищенных вод в технологических процессах. Механическую очистку проводят для выделения из сточной воды находящихся в ней нерастворенных грубодисперсных примесей путем процеживания, отстаивания и фильтрования. Механическую очистку как самостоятельный метод применяют тогда, когда осветленная вода после этого способа очистки может быть использована в технологических процессах производства или спущена в водоемы без нарушения их экологического состояния. Во всех других случаях механическая очистка служит первой ступенью очистки сточных вод.
Физико-химическая очистка
Физико-химическая очистка заключается в том, что в очищаемую вводу вводят какое-либо вещество-реагент (коагулянт или флокулянт). Вступая в химическую реакцию с находящимися в воде примесями, это вещество способствует более полному выделению нерастворимых примесей, коллоидов и части растворимых соединений. При этом уменьшается концентрация вредных веществ в сточных водах, растворимые соединения переходят в нерастворимые или растворимые, но безвредные, изменяется реакция сточных вод (происходит их нейтрализация), обесцвечивается окрашенная вода. Физико-химическая очистка дает возможность резко интенсифицировать механическую очистку сточных вод. В зависимости от необходимой степени очистки сточных вод физико-химическая очистка может быть окончательной или второй ступенью очистки перед биологической.
Биологическая очистка
Биологическая очистка основана на жизнедеятельности микроорганизмов, которые способствуют окислению или восстановлению органических веществ, находящихся в сточных водах в виде тонких суспензий, коллоидов, в растворе и являются для микроорганизмов источником питания, в результате чего и происходит очистка сточных вод от загрязнения.
Очистные сооружения биологической очистки можно разделить на два основных типа:- сооружения, в которых очистка происходит в условиях, близких к естественным;
- сооружения, в которых очистка происходит в искусственно созданных условиях.
К первому типу относятся сооружения, в которых происходит фильтрование очищаемых сточных вод через почву (поля орошения и поля фильтрации) и сооружения, представляющие собой водоемы (биологические пруды) с проточной водой. В таких сооружениях дыхание микроорганизмов кислородом происходит за счет непосредственного поглощения его из воздуха. В сооружениях второго типа микроорганизмы дышат кислородом главным образом за счет диффундирования его через поверхность воды (реаэрация) или за счет механической аэрации.
В искусственных условиях биологическую очистку применяют в аэротенках, биофильтрах и аэрофильтрах. В этих условиях процесс очистки происходит более интенсивно, так как создаются лучшие условия для развития активной жизнедеятельности микроорганизмов.[http://www.water.ru/catalog/obsh_sved.shtml]
Тематики
Сопутствующие термины
- биологическая очистка
- глубокая очистка сточных вод
- механическая очистка сточных вод
- физико-химическая очистка сточных вод
EN
DE
FR
- l´épuration des eaux usées
- traitement des eaux d'égouts
- épuration des eaux usées
D. Abwasserreinigung
E. Waste water purification
F. L´épuration des eaux usées
Обработка сточных вод с целью разрушения или удаления из них определенных веществ
Источник: ГОСТ 17.1.1.01-77: Охрана природы. Гидросфера. Использование и охрана вод. Основные термины и определения оригинал документа
Русско-английский словарь нормативно-технической терминологии > очистка сточных вод
-
8 В третьей области
- S
В третьей области показатель степени равен 8 - 10, а влажность отпускаемого пара более 0,2 %. В этой области процесс носит кризисный характер и действительный уровень воды в барабане приближается к пароотборным трубам.
Точка перехода из 2-й области в 3-ю называется критической и работа сепарационных устройств в этой области недопустима. Работа котла в 3-й области сильно зависит от нагрузки, при этом влажность отпускаемого пара составляет 0,2 - 1,0 % и более. Ленточные солемеры показывают резкое увеличение солесодержания пара (броски).
С паровой нагрузкой котла D связаны следующие характеристики сепарационных устройств:
массовая нагрузка зеркала испарения

осевая подъемная скорость пара
удельная паровая безразмерная нагрузка k [9[
где Fз.и. - площадь зеркала испарения (или площадь пароприемного потолка).
Следующий параметр, который существенно влияет на величину влажности пара, а значит и на величину критических нагрузок, это высота активного сепарационного объема. Связь между влажностью пара, паропроизводительностью и высотой парового объема hп можно представить следующей формулой [5]
 (4)
(4)где М- размерный коэффициент, определяемый физическими свойствами воды и пара.
Как видно из этой формулы, существует обратно пропорциональная зависимость между влажностью пара и высотой парового объема. Экспериментально было показано, что при увеличении высоты парового объема более 1000 мм, влажность пара уже практически мало зависит от дальнейшего ее увеличения [4] - [7].
На работу сепарационных устройств котлов существенное влияние оказывает солесодержание котловой воды (SKB). Проявляется это следующим образом. При работе котла при постоянной паропроизводительности при увеличении солесодержания котловой воды происходит очень плавное увеличение солесодержания пара, при достижении определенного значения солесодержания котловой воды происходит резкое увеличение влажности пара котла (солесодержания), регистрирующие солемеры отмечают резкое увеличение солесодержания пара (бросок). Объяснить это можно следующим образом: по мере увеличения концентрации веществ в котловой воде и прежде всего коллоидных частиц оксидов железа, шлама и др. веществ, поверхностный слой приобретает структурную вязкость. Длительность существования паровых пузырей до их разрушения увеличивается (набухание), пленки паровых пузырей успевают утониться и при разрыве их образуется большое количество мелких капель (трудно сепарируемых), вода приобретает способность к вспениванию. Значение солесодержания котловой воды, при котором происходит резкое увеличение влажности пара, называется критическим (
 ). Величина критического солесодержания зависит от давления пара в котле, конструкции сепарационных устройств, солевого состава воды («букета»), паровой нагрузки сепарационных устройств и т.д. Наиболее точно критическое солесодержание котловой воды можно определить только на основании теплохимических испытаний конкретного котла. Ориентировочно для котлов низкого давления величина критического солесодержания составляет около 3000 мг/кг, для котлов среднего давления - 1300 - 1500 мг/кг, а для котлов высокого давления - 300 - 500 мг/кг.
). Величина критического солесодержания зависит от давления пара в котле, конструкции сепарационных устройств, солевого состава воды («букета»), паровой нагрузки сепарационных устройств и т.д. Наиболее точно критическое солесодержание котловой воды можно определить только на основании теплохимических испытаний конкретного котла. Ориентировочно для котлов низкого давления величина критического солесодержания составляет около 3000 мг/кг, для котлов среднего давления - 1300 - 1500 мг/кг, а для котлов высокого давления - 300 - 500 мг/кг.Одним из вариантов приспособления работы котлов на воде закритического солесодержания при умеренных значениях непрерывной продувки является применение ступенчатого испарения котловой воды. Его сущность состоит в том, что водяной объем барабана и парообразующие циркуляционные контуры разбиваются на два или три независимых отсека с подачей всей питательной воды только в 1-й отсек и отводом воды в продувку из последнего отсека. При такой схеме питания резко возрастает «внутренняя» продувка первого (чистого) отсека, которая будет равна (nп + Р) % (при выполнении котла, например по двухступенчатой схеме испарения), а увеличение продувки будет составлять в
 раза, по сравнению с котлом без ступенчатого испарения. В связи с этим концентрация солей в котловой воде 1-й ступени резко уменьшается и соответственно улучшается качество пара. Для 2-й ступени испарения концентрация солей продувочной воды будет практически такой же, как и у котла без ступенчатого испарения (при одинаковых значениях непрерывных продувок Р = const для обеих схем). Если принять, что коэффициенты выноса (или влажность пара) до и после перевода котла на ступенчатое испарение были одинаковыми, то качество пара (солесодержание) котла при переводе на ступенчатое испарение будет выше, чем у котла с одноступенчатой схемой испарения. Если же качество пара (солесодержание) котла со ступенчатым испарением принять одинаковым, как и у котла без ступеней испарения, то тогда котел со ступенчатым испарением будет работать с меньшей величиной непрерывной продувки (чем котел без ступеней испарения). В отечественном котлостроении в качестве сепараторов пара последних ступеней испарения применяют, как правило, выносные циклоны. Выносные циклоны - это устройства, которые лучше всего приспособлены для работы на воде повышенного солесодержания. (За счет развития соответствующей паровой высоты и использования центробежных сил для подавления вспенивания).
раза, по сравнению с котлом без ступенчатого испарения. В связи с этим концентрация солей в котловой воде 1-й ступени резко уменьшается и соответственно улучшается качество пара. Для 2-й ступени испарения концентрация солей продувочной воды будет практически такой же, как и у котла без ступенчатого испарения (при одинаковых значениях непрерывных продувок Р = const для обеих схем). Если принять, что коэффициенты выноса (или влажность пара) до и после перевода котла на ступенчатое испарение были одинаковыми, то качество пара (солесодержание) котла при переводе на ступенчатое испарение будет выше, чем у котла с одноступенчатой схемой испарения. Если же качество пара (солесодержание) котла со ступенчатым испарением принять одинаковым, как и у котла без ступеней испарения, то тогда котел со ступенчатым испарением будет работать с меньшей величиной непрерывной продувки (чем котел без ступеней испарения). В отечественном котлостроении в качестве сепараторов пара последних ступеней испарения применяют, как правило, выносные циклоны. Выносные циклоны - это устройства, которые лучше всего приспособлены для работы на воде повышенного солесодержания. (За счет развития соответствующей паровой высоты и использования центробежных сил для подавления вспенивания).В котлах высокого давления наряду с капельным уносом имеет место значительный избирательный унос различных солей и прежде всего кремнекислоты (SiO2), за счет непосредственного физико-химического растворения солей в паре. Избирательный вынос кремнекислоты (при рН = 9,0 - 12,0) для котлов с давлением 115 кгс/см2 составляет 2,0 - 1,0 %, а для котлов с давлением 155 кгс/см2 - 4,0 - 2,5 % [9].
Для снижения кремнесодержания в паре котлов высокого давления в сепарационной схеме предусматривается паропромывочное устройство. Наличие этого устройства приводит к некоторым особенностям работы всей сепарационной схемы котлов высокого давления, по сравнению с котлами среднего давления.
В котлах высокого давления эффективность паропромывочного устройства характеризуется коэффициентом промывки
 (5)
(5)где SiO2н.п. - кремнесодержание пара на выходе из барабана;
SiO2н.п. - кремнесодержание питательной воды.
Коэффициент уноса с паропромывочного устройства Кпромопределяется по формуле
 (6)
(6)где SiO2пром - кремнесодержание воды на паропромывочном устройстве.
Для котлов высокого давления по данным испытаний Кпром составляет 8 - 10 %.
Кремнесодержание промывочной воды определяется по формуле
 (7)
(7)где SiO2сл - кремнесодержание воды на сливе с паропромывочного устройства.
Степень очистки пара на паропромывочном устройстве определяется по формуле
 (8)
(8)где SiO2н.п.(до) - кремнесодержание насыщенного пара до паропромывочного устройства.
Кремнесодержание пара до паропромывочного устройства определяется из следующей формулы
SiO2н.п.(до) = К · SiO2к.в, (9)
где SiO2к.в. - кремнесодержание котловой воды;
К - коэффициент уноса кремниевой кислоты из котловой воды в пар до промывки.
Из приведенных формул следует, что кремнесодержание пара после промывки (пар котла SiO2н.п.) зависит как от кремнесодержания питательной воды, так и от кремнесодержания пара до промывки.
В конечном итоге чем ниже будет кремнесодержание промывочной воды (SiO2пром), тем чище будет пар котла. Концентрация кремнекислоты в промывочном слое зависит, как от качества питательной воды, так и от количества кремнекислоты, поступающей из парового объема до промывки. При неналаженной работе сепарационных устройств до промывки, наряду с избирательным уносом [формула (9)] возможен вынос значительного количества капель котловой воды, где кремнесодержание в 5 - 8 раз выше, чем в питательной воде. Попадание капель котловой воды на промывку (капельный унос) приводит к увеличению кремнесодержания промывочной воды и, как следует из формулы (6), приводит к увеличению кремнесодержания пара котла.
Качество пара котла зависит от следующих основных факторов:
Источник: СО 34.26.729: Рекомендации по наладке внутрикотловых сепарационных устройств барабанных котлов
Русско-английский словарь нормативно-технической терминологии > В третьей области
-
9 устройство защиты от импульсных перенапряжений
- voltage surge protector
- surge protector
- surge protective device
- surge protection device
- surge offering
- SPD
устройство защиты от импульсных перенапряжений
УЗИП
Устройство, которое предназначено для ограничения переходных перенапряжений и отвода импульсных токов. Это устройство содержит по крайней мере один нелинейный элемент.
[ ГОСТ Р 51992-2011( МЭК 61643-1: 2005)]
устройство защиты от импульсных разрядов напряжения
Устройство, используемое для ослабления действия импульсных разрядов перенапряжений и сверхтоков ограниченной длительности. Оно может состоять из одного элемента или иметь более сложную конструкцию. Наиболее распространенный тип SPD - газонаполненные разрядники.
(МСЭ-Т K.44, МСЭ-Т K.46, МСЭ-Т K.57,, МСЭ-Т K.65, МСЭ-Т K.66)
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]См. также:
- импульсное перенапряжение
-
ГОСТ Р 51992-2011( МЭК 61643-1: 2005)
Устройства защиты от импульсных перенапряжений низковольтные.
Часть 1. Устройства защиты от импульсных перенапряжений в низковольтных силовых распределительных системах.
Технические требования и методы испытаний
КЛАССИФИКАЦИЯ (по ГОСТ Р 51992-2011( МЭК 61643-1: 2005))
-
По числу вводов:
-
По способу выполнения защиты от перенапряжения:
-
По испытаниям УЗИП
-
По местоположению:
- внутренней установки
-
наружной установки.
Примечание - Для УЗИП, изготовленных и классифицируемых исключительно для наружной установки и монтируемых недоступными, вообще не требуется соответствия требованиям относительно защиты от воздействующих факторов внешней среды
-
По доступности:
- доступное
-
недоступное
Примечание - Недоступное означает невозможность доступа без помощи специального инструмента к частям, находящимся под напряжением
-
По способу установки
-
По местоположению разъединителя УЗИП:
- внутренней установки
- наружной установки
- комбинированной (одна часть внутренней установки, другая - наружной установки)
-
По защитным функциям:
- с тепловой защитой
- с защитой от токов утечки
- с защитой от сверхтока.
-
По защите от сверхтока:
- По степени защиты, обеспечиваемой оболочками согласно кодам IP
-
По диапазону температур
-
По системе питания
- переменного тока частотой от 48 до 62 Гц
- постоянного тока
- переменного и постоянного тока;
ВОПРОС: ЧТО ТАКОЕ ТИПЫ И КЛАССЫ УЗИП ?
Согласно классификации ГОСТ, МЭК а также немецкого стандарта DIN, Устройства Защиты от Импульсных Перенапряжений УЗИП делятся на разные категории по методу испытаний и месту установки.
Класс 1 испытаний соответствует Типу 1 и Классу Требований B
Класс 2 испытаний соответствует Типу 2 и Классу Требований C
Класс 3 испытаний соответствует Типу 3 и Классу Требований D
ВОПРОС: ЧЕМ УЗИП ТИП 1 ОТЛИЧАЕТСЯ ОТ УЗИП ТИП 2?
УЗИП тип 1 устанавливаются на вводе в здание при воздушном вводе питания или при наличии системы внешней молниезащиты. УЗИП в схеме включения предназначен для отвода части прямого тока молнии. В соответствии с ГОСТ Р 51992-2002, УЗИП 1-го класса испытаний ( тип 1) испытываются импульсом тока с формой волны 10/350 мкс.
УЗИП тип 2 служат для защиты от наведённых импульсов тока и устанавливаются либо после УЗИП тип 1, либо на вводе в здание при отсутствии вероятности попадания части тока молнии. УЗИП 2 класса испытаний (тип 2) испытываются импульсом тока с формой 8/20 мкс.
ВОПРОС: ГДЕ ПРИМЕНЯЕТСЯ УЗИП ТИПА 3 ?
Устройства для Защиты от Импульсных Перенапряжений Типа 3 предназначены для "тонкой" защиты наиболее ответственного и чувствительного электрооборудования, например медицинской аппаратуры, систем хранения данных и пр. УЗИП Типа 3 необходимо устанавливать не далее 5 метров по кабелю от защищаемого оборудования. Модификации УЗИП Типа 3 могут быть выполнены в виде адаптера сетевой розетки или смонтированы непосредственно в корпусе или на шасси защищаемого прибора. Для бытового применения доступна версия MSB06 скрытого монтажа, за обычной сетевой розеткой.ВОПРОС: ЗАЧЕМ НУЖЕН СОГЛАСУЮЩИЙ ДРОССЕЛЬ?
Для правильного распределения мощности импульса между ступенями защиты ставят линию задержки в виде дросселя индуктивностью 15 мкГн или отрезок кабеля длиной не менее 15 м, имеющего аналогичную индуктивность. В этом случае сначала сработает УЗИП 1-го класса и возьмёт на себя основную энергию импульса, а затем устройство 2-го класса ограничит напряжение до безопасного уровня.ВОПРОС: ЗАЧЕМ СТАВИТЬ УЗИП, ЕСЛИ НА ВВОДЕ УЖЕ СТОИТ АВТОМАТ ЗАЩИТЫ И УЗО?
Вводной автомат (например на 25, 40, 63 А) защищает систему электроснабжения от перегрузки и коротких замыканий со стороны потребителя. Устройство защитного отключения УЗО (например, с током отсечки 30 или 100 мА) защищает человека от случайного поражения электрическим током.
Но ни одно из этих устройств не может защитить электрическую сеть и оборудование от микросекундных импульсов большой мощности. Такую защиту обеспечивает только Устройство Защиты от Импульсных Перенапряжений УЗИП со временем срабатывания в наносекундном диапазоне.ВОПРОС: КАКОЕ УСТРОЙСТВО ЛУЧШЕ ЗАЩИТИТ ОТ ГРОЗЫ: УЗИП ИЛИ ОПН ?
УЗИП - это официальное (ГОСТ) наименование всего класса устройств для защиты от последствий токов молний и импульсных перенапряжений в сетях до 1000 В. В литературе, в публикациях в интернете до сих пор встречаются названия - ОПН (Ограничитель перенапряжения), Разрядник, Молниеразрядник, Грозоразрядник - которые применительно к сетям до 1000 Вольт означают по сути одно устройство - это УЗИП. Для организации эффективной молниезащиты необходимо обращать внимание не на название устройства, а на его характеристики.ВОПРОС: КАК СРАВНИТЬ УЗИП РАЗНЫХ ПРОИЗВОДИТЕЛЕЙ?
Все УЗИП, продаваемые на территории России, должны производиться и испытываться в соответствии с ГОСТ Р 51992-2002( аналог международного стандарта МЭК 61643-1-98). ГОСТ Р 51992-2002 предусматривает наличие у каждого устройства ряда характеристик, которые производитель обязан указать в паспорте и на самом изделии.
Класс испытаний (Тип) 1, 2 или 3
Импульсный ток Iimp (10/350 мкс) для УЗИП 1 класса
Номинальный импульсный ток In (8/20 мкс)
Максимальный импульсный ток Imax (8/20 мкс)
Уровень напряжения защиты Up, измеренный при In
По этим характеристикам и происходит сравнение. Замечание: некоторые производители указывают значения импульсных токов на фазу (модуль), а другие - на устройство в целом. Для сравнения их надо приводить к одному виду.[ http://www.artterm-m.ru/index.php/zashitaseteji1/faquzip]
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ УСТРОЙСТВ ЗАЩИТЫ ОТИМПУЛЬСНЫХ ПЕРЕНАПРЯЖЕНИЙ В НИЗКОВОЛЬТНЫХ СИЛОВЫХ РАСПРЕДЕЛИТЕЛЬНЫХ СЕТЯХЗОРИЧЕВ А.Л.,
заместитель директора
ЗАО «Хакель Рос»
В предыдущих номерах журнала были изложены теоретические основы применения устройств защиты от импульсных перенапряжений (УЗИП) в низковольтных электрических сетях. При этом отмечалась необходимость отдельного более детального рассмотрения некоторых особенностей эксплуатации УЗИП, а также типовых аварийных ситуаций, которые могут возникнуть при этом.
1. Диагностика устройств защиты от перенапряженияКонструкция и параметры устройств защиты от импульсных перенапряжения постоянно совершенствуются, повышается их надежность, снижаются требования по техническому обслуживанию и контролю. Но, не смотря на это, нельзя оставлять без внимания вероятность их повреждения, особенно при интенсивных грозах, когда может произойти несколько ударов молнии непосредственно в защищаемый объект или вблизи от него во время одной грозы. Устройства защиты, применяемые в низковольтных электрических сетях и в сетях передачи информации подвержены так называемому старению (деградации), т.е. постепенной потере своих способностей ограничивать импульсные перенапряжения. Интенсивнее всего процесс старения протекает при повторяющихся грозовых ударах в течении короткого промежутка времени в несколько секунд или минут, когда амплитуды импульсных токов достигают предельных максимальных параметров I max (8/20 мкс) или I imp (10/350 мкс) для конкретных типов защитных устройств.Повреждение УЗИП происходит следующим образом. Разрядные токи, протекающие при срабатывании защитных устройств, нагревают корпуса их нелинейных элементов до такой температуры, что при повторных ударах с той же интенсивностью (в не успевшее остыть устройство) происходит:
− у варисторов - нарушение структуры кристалла (тепловой пробой) или его полное разрушение;
− у металлокерамических газонаполненных разрядников (грозозащитных разрядников) - изменение свойств в результате утечки газов и последующее разрушение керамического корпуса;− у разрядников на основе открытых искровых промежутков -за счет взрывного выброса ионизированных газов во внутреннее пространство распределительного щита могут возникать повреждения изоляции кабелей, клеммных колодок и других элементов электрического шкафа или его внутренней поверхности. На практике известны даже случаи значительной деформации металлических шкафов, сравнимые только с последствиями взрыва ручной гранаты. Важной особенностью при эксплуатации разрядников этого типа в распределительных щитах является также необходимость повышения мер противопожарной безопасности.
По указанным выше причинам все изготовители устройств защиты от перенапряжения рекомендуют осуществлять их регулярный контроль, особенно после каждой сильной грозы. Проверку необходимо осуществлять с помощью специальных тестеров, которые обычно можно заказать у фирм, занимающихся техникой защиты от перенапряжений. Контроль, осуществляемый другими способами, например, визуально или с помощью универсальных измерительных приборов, в этом случае является неэффективным по следующим причинам:
− Варисторное защитное устройство может быть повреждёно, хотя сигнализация о выходе варистора из строя не сработала. Варистор может обладать искажённой вольтамперной характеристикой (более высокая утечка) в области токов до 1 мA (область рабочих токов при рабочем напряжении сети; настоящую область не возможно проверить с помощью обычно применяемых приборов). Проверка осуществляется минимально в 2-х точках характеристики, напр. при 10 и 1000 мкА, с помощью специального источника тока с высоким подъёмом напряжения (1 до 1,5 кВ).
− Металлокерамический газонаполненный (грозовой) разрядник - с помощью визуального контроля можно заметить только поврежденный от взрыва внешний декоративный корпус устройства (или его выводы). Что бы выяснить состояние самого разрядника необходимо разобрать внешний корпус, но даже при таком контроле практически нельзя обнаружить утечку его газового заряда. Контроль напряжения зажигания грозового разрядника с помощью обыкновенных измерительных приборов выполнить очень трудно, он осуществляется при помощи специализированных тестеров.
− Разрядник с открытым искровым промежутком - проверку исправной работы можно осуществить только после его демонтажа и измерения с помощью генератора грозового тока с характеристикой 10/350 мкс по заказу у изготовителя устройств для защиты от импульсных перенапряжений.
2. Защита от токов утечки и короткого замыкания в устройствах защиты от импульсных перенапряжений
Основным принципом работы устройства защиты от импульсных перенапряжений является выравнивание потенциалов между двумя проводниками, одним из которых является фазный (L) проводник, а другим нулевой рабочий (N) или (РЕN) проводник, т.е. устройство включается параллельно нагрузке. При этом, в случае выхода из строя УЗИП (пробой изоляции, пробой или разрушение нелинейного элемента) или невозможности гашения сопровождающего тока (в случае применения искровых разрядников или разрядников скользящего разряда) возможно возникновение режима короткого замыкания между данными проводниками, что может привести к повреждению электроустановки и даже возникновению пожара. Стандартами МЭК предусматривается два обязательных способа защиты электроустановок потребителя 220/380 В от подобного рода ситуаций.
2.1. Устройство теплового отключения в варисторных устройствах защиты от импульсных перенапряжений
Имеющееся в варисторных ограничителях перенапряжений устройство отключения при перегреве (тепловая защита), как правило, срабатывает в результате процесса старения варистора. Суть явления заключается в том, что при длительной эксплуатации, а также в результате воздействий импульсов тока большой амплитуды происходит постепенное разрушение p-n переходов в структуре варистора, что приводит к снижению значения такого важного параметра, как наибольшее длительно допустимое рабочее напряжение защитного устройства (максимальное рабочее напряжение) Uc. Этот параметр определяется для действующего напряжения электрической сети и указывается производителями защитных устройств в паспортных данных и, как правило, непосредственно на корпусе защитного устройства. Для примера: если на корпусе защитного устройства указано значение Uc = 275 В, это обозначает, что устройство будет нормально функционировать в электропитающей сети номиналом 220 В при увеличении действующего напряжения на его клеммах до 275 В включительно (значение взято с достаточным запасом при условии выполнения электроснабжающей организацией требований ГОСТ 13109 «Нормы качества электрической энергии в системах электроснабжения общего назначения»).
В результате «старения» варистора значение Uc снижается и в определенный момент времени может оказаться меньше чем действующее напряжение в сети. Это приведет к возрастанию токов утечки через варистор и быстрому повышению его температуры, что может вызвать деформацию корпуса устройства, проплавление фазными клеммами пластмассы и, в конечном итоге, короткое замыкание на DIN-рейку и даже пожар.
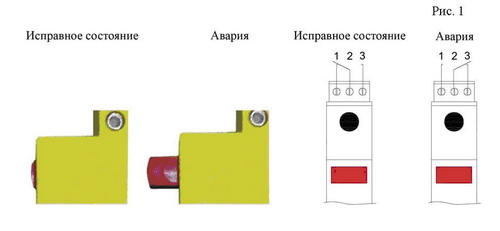
В связи с этим, для применения в электроустановках рекомендуются только те варисторные ограничители перенапряжения, которые имеют в своем составе устройство теплового отключения (терморазмыкатель). Конструкция данного устройства, как правило, очень проста и состоит из подпружиненного контакта, припаянного легкоплавким припоем к одному из выводов варистора, и связанной с ним системы местной сигнализации. В некоторых устройствах дополнительно применяются «сухие» контакты для подключения дистанционной сигнализации о выходе ограничителя перенапряжений из строя, позволяющие с помощью физической линии передавать информацию об этом на пульт диспетчера или на вход какой-либо системы обработки и передачи телеметрических данных. (См. рис. 1).
2.2. Применение быстродействующих предохранителей для защиты от токов короткого замыкания
Несколько другая ситуация возникает в случае установившегося длительного превышения действующего напряжения в сети над наибольшим длительно допустимым рабочим напряжением защитного устройства (Uc), определенным ТУ для данного УЗИП. Примером такой ситуации может быть повышение напряжения по вине поставщика электроэнергии или обрыв (отгорание) нулевого проводника при вводе в электроустановку (в трехфазной сети с глухозаземленной нейтралью трансформатора). Как известно, в последнем случае к нагрузке может оказаться приложенным межфазное напряжение 380 В. При этом устройство защиты от импульсных перенапряжений сработает, и через него начнет протекать ток. Величина этого тока будет стремиться к величине тока короткого замыкания (рассчитывается по общеизвестным методикам для каждой точки электроустановки) и может достигать нескольких сотен ампер. Практика показывает, что устройство тепловой защиты не успевает отреагировать в подобных ситуациях из-за инерционности конструкции. Варистор, как правило, разрушается в течение нескольких секунд, после чего режим короткого замыкания также может сохраняться через дугу (по продуктам разрушения и горения варистора). Как же как и в предыдущем случае, возникает вероятность замыкания клемм устройства на корпус шкафа или DIN-рейку при расплавлении пластмассы корпуса и возможность повреждения изоляции проводников в цепях включения защитных устройств. Сказанное выше относится не только к варисторным ограничителям, но и к УЗИП на базе разрядников, которые не имеют в своем составе устройства теплового отключения. На фотографии (рис. 2) показаны последствия подобной ситуации, в результате которой произошел пожар в распределительном щите.

Рис.2 Выход из строя варисторного УЗИП привел к пожару в ГРЩ.
На рисунке 3 показано варисторное УЗИП, которое в результате аварийной ситуации стало источником пожара в щите.
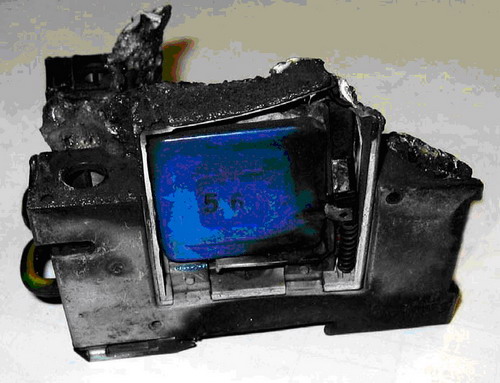
Рис.3
Для того чтобы предотвратить подобные последствия рекомендуется устанавливать последовательно с устройствами защиты от импульсных перенапряжений предохранители с характеристиками срабатывания gG или gL (классификация согласно требованиям стандартов ГОСТ Р 50339. 0-92 ( МЭК 60269-1-86) или VDE 0636 (Германия) соответственно).
Практически все производители устройств защиты от импульсных перенапряжений в своих каталогах приводят требования по номинальному значению и типу характеристики срабатывания предохранителей дополнительной защиты от токов короткого замыкания. Как уже указывалось выше, для этих целей используются предохранители типа gG или gL, предназначенные для защиты проводок и распределительных устройств от перегрузок и коротких замыканий. Они обладают значительно меньшим (на 1-2 порядка) временем срабатывания по сравнению с автоматическими выключателями тех же номиналов. При этом предохранители имеют более высокую стойкость к импульсным токам значительных величин. Практический опыт и данные экспериментальных испытаний показывают, что автоматические выключатели очень часто повреждаются при воздействии импульсных перенапряжений. Известны случаи подгорания контактов или приваривания их друг к другу. И в том и в другом случае автоматический выключатель не сможет в дальнейшем выполнять свои функции.
Возможны различные варианты применения предохранителей и, соответственно, существует ряд особенностей, которые необходимо учитывать еще на этапе проектирования схемы электроснабжения или при изготовлении щитовой продукции. Одна из таких особенностей заключается в том, что в случае, если в качестве защиты от токов короткого замыкания будет использоваться только общая защита (вводные предохранители), то при коротком замыкании в любом УЗИП (первой, второй или третьей ступени) всегда будет обесточиваться вся электроустановка в целом или какая-то ее часть. Применение предохранителей, включенных последовательно с каждым защитным устройством, исключает такую ситуацию. Но при этом встает вопрос подбора предохранителей с точки зрения селективности (очередности) их срабатывания. Решение этого вопроса осуществляется путем применения предохранителей тех типов и номиналов, которые рекомендованы производителем конкретных моделей устройств защиты от перенапряжений.
Пример установки предохранителей F7-F12 приведен на рисунке 4.

Рис.4 Установка защитных устройств в TN-S сеть 220/380 В
ПРИМЕР: При использовании в схеме, приведенной на рисунке 4, разрядников HS55 в первой ступени защиты и варисторных УЗИП PIII280 во второй ступени применение предохранителей F5-F7 и F8-F10 будет обусловлено выбором номинального значения предохранителей F1-F3:
· При значении F1-F3 более 315 А gG, значения F7-F9 и F10-F12 выбираются 315 А gG и 160 А gG соответственно;
· При значении F1-F3 менее 315 А gG, но более 160 А gG, предохранители F7-F9 можно не устанавливать, F10-F12 выбираются - 160 А gG;
· При значении F1-F3 менее 160 А gG, предохранители F7-F12 можно не устанавливать.
Иногда может потребоваться, чтобы в случае возникновения короткого замыкания в защитных устройствах не срабатывал общий предохранитель на вводе электропитающей установки. Для этого необходимо устанавливать в цепи каждого УЗИП предохранители с учетом коэффициента (1,6). Т.е. если предохранитель на входе электроустановки имеет номинальное значение 160 А gG, то предохранитель включенный последовательно с УЗИП должен иметь номинал 100 А gG.
Применение для данных целей автоматических выключателей осложняется причинами, перечисленными выше, а также не соответствием их времятоковых характеристик характеристикам предохранителей.
3. Часто встречающиеся недостатки в конструктивном исполнении устройств защиты от импульсных перенапряжений
Многими фирмами-производителями предлагаются защитные устройства классов I и II, состоящие из базы, предназначенной для установки на DIN-рейку, и сменного модуля с нелинейным элементом (разрядником или варистором) с ножевыми вставными контактами. Такое конструктивное исполнение кажется на вид более выгодным и удобным для заказчика, чем монолитный корпус, в виду возможности более простого осуществления измерения сопротивления изоляции электропроводки (при измерениях повышенными напряжениями этот модуль можно просто изъять). Однако способность сконструированных таким способом контактов пропускать импульсные токи не превышает предел Imax = 25 kA для волны (8/20 мкс) и Iimp = 20 kA для волны (10/350 мкс).
Несмотря на это, некоторые изготовители показывают в рекламных каталогах для таких защитных устройств максимальные разрядные способности величинами до Imax = 100 kA (8/20 мкс) или Iimp = 25 kA (10/350 мкс). К сожалению, это не подтверждается практическими данными. Уже при первом ударе испытательного импульса тока с такой амплитудой произойдут пережоги и разрушение не только ножевых контактов сменного модуля, но также и повреждение контактов клемм в базе. Разрушительное воздействие испытательного импульса тока Imax = 50 kA (8/20 мкс) на механическую часть такой системы и ножевой контакт показано на следующих фотографиях (рис. 5). Очевидно, что после такого воздействия сложным становится, собственно, сам вопрос извлечения вставки из базы, так как их контакты могут привариться друг к другу. Даже если вставку удастся отсоединить от базы, последнюю будет нельзя использовать далее из-за подгоревших контактов, которые приведут к резкому возрастанию переходного сопротивления и, соответственно, уровня защиты данного УЗИП.
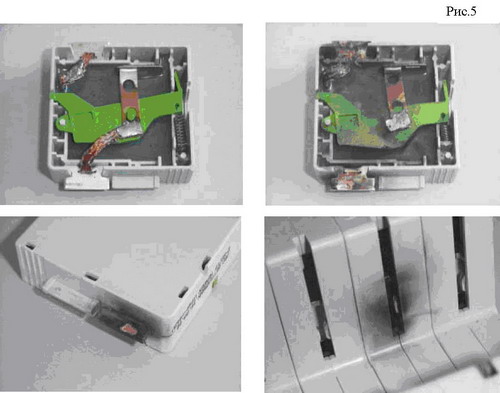
Для того чтобы избежать подобных последствий, защитные устройства модульной конструкции необходимо применять только тогда, когда существует гарантия, что ожидаемые импульсные воздействия не превысят указанных выше значений. Это может быть выполнено в случае правильного выбора типов и классов УЗИП для конкретной электроустановки и согласования их параметров между ступенями защиты.
4. Использование УЗИП для защиты вторичных источников питания
Одним из наиболее часто используемых вторичных источников питания является выпрямитель. Следует отметить, что практика установки элементов защиты от перенапряжений (разрядников, варисторов и т.п.) на платах или внутри блоков выпрямителя, является не правильной с нашей точки зрения. Существующий опыт показывает, что эти варисторы как правило рассчитаны на токи 7 – 10 кА (форма импульса 8/20 мкС) и по своим параметрам соответствуют третьему классу защиты согласно ГОСТ Р 51992-2002( МЭК 61643-1-98). Как правило, эксплуатирующие организации считают данный тип защиты достаточным и никаких дополнительных мер для повышения надежности работы оборудования не принимают. Однако, при отсутствии дополнительных внешних устройств защиты от импульсных перенапряжений более высокого класса, а так же при возникновении длительных превышений рабочего напряжения питающей сети в данной ситуации возможно возникновение двух типовых аварийных ситуаций:
a) Токи значительных величин, возникающие при срабатывании установленных внутри модуля варисторов, будут протекать по печатным проводникам плат или проводам внутри блоков выпрямителя по кратчайшему пути к заземляющей клемме стойки. Это может вызвать выгорание печатных проводников на платах и возникновению на параллельных незащищенных цепях наводок, которые в свою очередь приведут к выходу из строя электронных элементов блока выпрямителя. При превышении максимальных импульсных токов, определенных для данного варистора изготовителем, возможно, его возгорание и даже разрушение, что может привести к пожару и механическому повреждению самого выпрямителя (более подробно описано в п.п. 2.1).
b) Несколько другая ситуация возникает в случае длительного установившегося превышения действующего напряжения в сети над максимальным допустимым рабочим напряжением Uc, определенным ТУ для данного варистора (как правило используются варисторы с Uc = 275 В). Подробно данная ситуация была описана выше (см п.п. 2.2). В результате описанного воздействия появляется вероятность возгорания печатных плат и внутренней проводки, а так же возникновения механических повреждений (при взрыве варистора), что подтверждается статистикой организаций, осуществляющих ремонт выпрямителей.
Пример таких повреждений показан на рисунке 6.
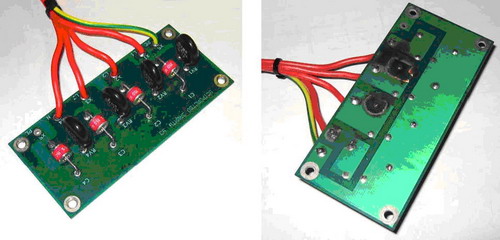
Рис.6
С точки зрения решения проблем описанных в пункте (а), наиболее правильным является вариант установки защитных устройств, при котором они размещаются в отдельном защитном щитке или в штатных силовых и распределительных щитах электроустановки объекта. Применение внешних дополнительных устройств защиты позволяет защитить выпрямитель от импульсных перенапряжений величиной в сотни киловольт и соответственно снизить до допустимого (7 – 10 кА) значения величины импульсных токов, которые будут протекать через варисторы, встроенные в выпрямитель, или практически полностью исключить их.
Для защиты оборудования от длительного установившегося превышения действующего напряжения в сети (пункт b) можно использовать устройства контроля напряжения фазы или подобные им (см. рис. 7).
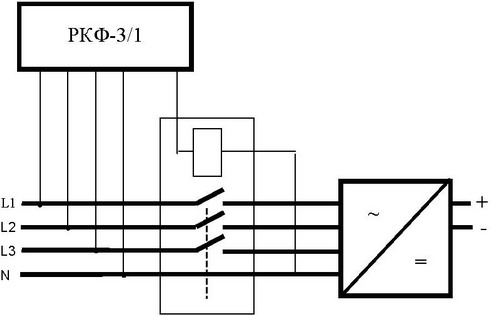
Рис. 7 Подключение устройства контроля фаз РКФ-3/1
[ http://www.energo-montage.ru/pages/top/articles/osobennosti_ekspluatacii_uzip/index_76.html]
Тематики
Синонимы
EN
3.1.45 устройство защиты от импульсных перенапряжений (surge protective device); SPD: Устройство, предназначенное для ограничения перенапряжения и скачков напряжения; устройство содержит, по крайней мере, один нелинейный компонент.
Источник: ГОСТ Р МЭК 62305-2-2010: Менеджмент риска. Защита от молнии. Часть 2. Оценка риска оригинал документа
3.53 устройство защиты от импульсных перенапряжений (surge protective device); SPD: Устройство, предназначенное для ограничения перенапряжения и скачков напряжения; устройство содержит по крайней мере один нелинейный компонент.
Источник: ГОСТ Р МЭК 62305-1-2010: Менеджмент риска. Защита от молнии. Часть 1. Общие принципы оригинал документа
3.33 устройство защиты от импульсных перенапряжений (surge protection device, SPD): Устройство, предназначенное для подавления кондуктивных перенапряжений и импульсных токов в линиях.
Источник: ГОСТ Р 51317.1.5-2009: Совместимость технических средств электромагнитная. Воздействия электромагнитные большой мощности на системы гражданского назначения. Основные положения оригинал документа
Русско-английский словарь нормативно-технической терминологии > устройство защиты от импульсных перенапряжений
10 термомеханическая обработка
термомеханическая обработка
ТМО
Совокупность операций обработки сталей и сплавов давлением и термической обработки, отличающаяся тем, что повышающаяся в результатете пластической деформации плотность дефектов кристаллической решетки в той или иной форме наследуется структурой, формирующейся при последующей термической обработке. Процессы обработки давлением и термической обработки при ТМО могут быть совмещены в одной технологической операции и разделены во времени. ТМО сталей, как эффективный способ повышения их прочности, начали активно исследовать в 1950-х гг. В настоящее время применительно к сталям (преимущественно легированным) промышленное использование находят 4 способа ТМО, разнящиеся температурами деформирования аустенита и условиями последующего охлаждения:
- низкотемпературная механическая обработка (НТМО), или «аусформинг» по зарубежной терминологии, которая состоит из деформирования переохлажденного аустенита в интервале температур его повышенной устойчивости (ниже критических точек А} и /4,), закалки и низкого отпуска;
- высокотемпературная термомеханическая обработка (ВТМО), когда аустенит деформируют в области его термодинамической стабильности (выше критических точек и температуры рекристаллизации), затем подвергают закалке с отпуском;
- высокотемпературная термомеханическая обработка с диффузионным (перлитным) распадом (ВТМизО) или «изоморфинг» по зарубежной терминологии, когда сталь после аустенитизации подстуживают до температуры перлитного превращения и деформируют во время этого превращения;
- низкокотемпературная термомеханическая обработка с деформацией переохлажденного аустенита при температуре бейнитного превращения (НТМизО).
НТМО и НТМизО применимы только для легированных сталей с повышенной устойчивостью переохлажденного аустенита и требуют для деформирования мощного оборудования, что ограничивает их промышленное использование.
НТМО конструкционных легированных сталей позволяет повысить их предел текучести до 2,8-3,0 ГПа при относительном удлинении ~ 6 %. Наилучший комплекс механических свойств стали после ВТМО достигается, когда мартенсит образуется из деформированного аустенита с хорошо развитой полигонизованной структурой. После ВТМО предел текучести низко- и среднелегированных конструкционных сталей достигает 1,9—2,2 ГПа при более высоких показателях пластичности и вязкости по сравнению с НТМО. ВТМизО и НТМизО сопровождаются общим диспергированием структуры перлита и бейнита соответственно, что обеспечивает повышение не только прочностных свойств, но и показателей вязкости разрушения.
[ http://metaltrade.ru/abc/a.htm]Тематики
Синонимы
EN
3.3.2 термомеханическая обработка (thermomechanical forming): Обработка, при которой заключительная деформация осуществляется в определенном температурном диапазоне, что приводит к свойствам материала с заданными параметрами, которые невозможно достигнуть или повторить только при одной термообработке. Последующий нагрев выше температуры 580 °С может понизить значение прочности.
Буквенное обозначение данного условия поставки - М.
Примечание 1 - Термомеханическая обработка, которая соответствует условию поставки М, может включать в себя процессы с возрастающей скоростью охлаждения и отпуском (или без отпуска), в том числе самоотпуск, но исключая непосредственную закалку и закалку с отпуском.
Примечание 2 - При снижении содержания углерода и углеродного эквивалента материала, соответствующего условиям поставки М, улучшается свариваемость.
Источник: ГОСТ Р ИСО 3183-2-2007: Трубы стальные для трубопроводов. Технические условия. Часть 2. Требования к трубам класса В оригинал документа
3.3.2 термомеханическая обработка (thermomechanical forming): Процесс деформирования, при котором заключительная фаза деформации осуществляется в определенном температурном диапазоне, что приводит к свойствам материала с заданными параметрами, которые невозможно достигнуть или повторить только при одной термообработке.
Примечание 1 - Последующее нагревание выше 580 °C может понизить значения прочности.
Примечание 2 - Буквенное обозначение данного условия поставки - М.
Примечание 3 - Термомеханическая обработка, которая соответствует условию поставки М, может включать в себя процессы с возрастающей скоростью охлаждения и отпуском (или без отпуска), в том числе самоотпуск, но исключая непосредственную закалку и закалку с отпуском.
Источник: ГОСТ Р ИСО 3183-3-2007: Трубы стальные для трубопроводов. Технические условия. Часть 3. Требования к трубам класса С оригинал документа
Русско-английский словарь нормативно-технической терминологии > термомеханическая обработка
11 автолизат
продукт разрушения клеток в результате автолиза (см. автолиз); напр., при получении дрожжевого А. разрушение клеточных компонентов происходит под действием ферментов самой дрожжевой клетки. Этот процесс протекает в обычных условиях или при небольшом нагревании дрожжевого осадка без питательных веществ до 50 °C в течение 1—2 суток; при этом около половины всех белков в дрожжевых клетках расщепляется до аминокислот. Дрожжевые А. обладают способностью придавать пищевым продуктам привкус мяса или усиливать такой вкус, поэтому они широко используются в пищевой промышленности для приготовления различных приправ, в качестве вкусовых добавок в готовых продуктах (напр., в картофельных чипсах). А. кормовых дрожжей представляет собой белкововитаминный концентрат, используемый в качестве кормовой добавки; А. пивных дрожжей являются сырьем для производства биорегуляторов, которые способны оказывать благоприятное воздействие на метаболизм в клетках кожи.Толковый биотехнологический словарь. Русско-английский. > автолизат
12 лессиваж
лессиваж
Процесс перемещения в профиле почвы илистой фракции без её химического разрушения.
[ Словарь геологических терминов и понятий. Томский Государственный Университет]Тематики
- геология, геофизика
Обобщающие термины
EN
Русско-английский словарь нормативно-технической терминологии > лессиваж
См. также в других словарях:
Процесс контролирующий — – процесс, кинетика которого определяет скорость коррозии. [ГОСТ 5272 68] Процесс контролирующий – процесс, скорость которого определяет скорость коррозии бетона или арматуры. [Терминологический словарь по бетону и железобетону. ФГУП… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс — [лат. processus про движение] ход какого либо явления, последовательная смена состояний или совокупность действий для достижения заданной цели: адиабатический протекающий в отсутствие теплообмена с окружающей средой; изотермический протекающий… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс групповой технологический — – технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. [ГОСТ 3.1109 82] Рубрика термина: Технологии Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс квалификации — – процесс демонстрации возможности объекта выполнять установленные требования. Примечание. Для обозначения этого процесса иногда используется термин «квалификация». [ИСО 8402] Рубрика термина: Технологии Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс монтажно-укладочный — – основной строительный процесс, выполняемый при укладке в дело материалов, изделий, деталей и сборке строительных конструкций. [Литвинова О. О. Белякова Ю. И. Технология строительного производства, Киев, Изд. Высшая школа, 1985 г. ]… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс производственный — (технологический) – совокупность технологических операций для выполнения строительно монтажных работ по сооружению земляного полотна, дорожной одежды, моста или других объектов строительства и их частей на запланированной захватке.… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс специальный (операция) — – технологический процесс (операция), результаты которого в имеющихся условиях не могут быть верифицированы в полной степени, т. е. проверены последующим мониторингом или измерениями. [ГОСТ Р 54293 2010] Рубрика термина: Технологии Рубрики… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс вспомогательный — совокупность операций, не создающих непосредственно строительной продукции, но необходимых для ведения основных процессов, предназначенных для выпуска данного вида строительно” продукции (смазка машины, подмащивание и др.). [Лебедев В. М. Основы… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс заготовительный — – совокупность операций, выполняемых для изготовления строительных полуфабрикатов, изделий и деталей. [Лебедев В. М. Основы производства в строительстве Учебное пособие Белгород 2006] Рубрика термина: Технологии Рубрики энциклопедии:… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс нанотехнологического производства — nanomanufacturing process – совокупность мероприятий, направленных на преднамеренный синтез, изготовление или контрольнаноматериалов, а также отдельные этапы процесса изготовления в нанодиапазоне для коммерческих целей. [ГОСТ Р 55416… … Энциклопедия терминов, определений и пояснений строительных материалов
Процесс обращения продукции — – транспортирование, хранение и реализация продукции. [ГОСТ 17527 86] Рубрика термина: Технологии Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с русского на английский
с английского на русский- С английского на:
- Русский
- С русского на:
- Все языки
- Английский
- Немецкий
- Французский